


数控双轴深孔机床-巨泰机床在线咨询-数控双轴深孔机床生产厂家
德州市巨泰机床制造有限公司
经营模式:生产加工
地址:德州市陵城区边临镇
主营:深孔钻镗床,深孔镗床,深孔珩磨机,数控深孔镗床
业务热线:0534-2359978

产品详情
联系方式
产品品牌:巨泰机床
供货总量:不限
价格说明:议定
包装说明:不限
物流说明:货运及物流
交货说明:按订单
有效期至:长期有效
数控双轴深孔机床-巨泰机床在线咨询-数控双轴深孔机床生产厂家
深孔钻镗床厂家,深孔钻床生产厂家,卧式深孔钻镗床
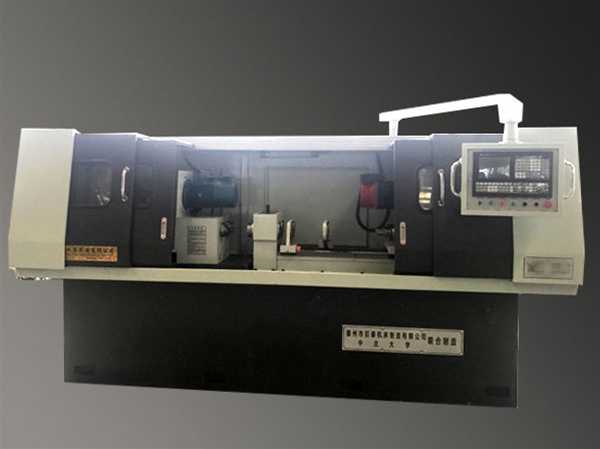
数控双轴深孔机床的相关参数介绍:
今天我们要了解到的是数控双轴深孔机床微型钻头的截面积较小,直径越小,钻头刚性越低,因此,要求选用的夹持系统在高速回转时应保持很高的夹持刚性和振摆精度,选用的加工中心也必须具有定位特性。在一般情况下,数控双轴深孔机床小直径孔加工的L/D之比达3倍以上时,切深量应确定为钻头直径的20%~30%。深孔枪钻的刀齿和导向块的布置主要考虑分屑和切削时径向力的平衡。








数控双轴深孔机床的钻孔的长径比是指:
数控双轴深孔机床钻孔的长径比是指:钻头直径X150倍。(也就是大钻深)在切削作业中,虽然市场上已经长期存在耗油量很低的内润滑设备,但是,传统的冷却润滑方法仍然占据主导地位。
深孔加工在机械加工这一领域内有着非常重要地位,随着科技的进步,新型的高难度的加工零件不断的出现,加工的工件也在深度精度以及效率上不断提高,是的深孔加工成为这个行业的难点,但是深孔钻床的出现解决了传统加工方法由于工艺系统刚度,切削排出以及冷却润滑的难题,渐渐满足了行业对深孔加工的要求。随着我国机械制造也的发展,深孔加工不只是局限于军事工业、航天航空等特定的领域,深孔钻床设备以及技术已经在各行各业得到了广泛的应用。

大直径深孔加工
对于直径小于75mm、深径比超过20:1的深孔,用数控双轴深孔机床加工不失为一种正确的选择。不过,对于直径大于75mm的超深孔,也可以采用其他一些钻削方法进行加工。
与数控双轴深孔机床加工不同,其他深孔钻削方法通常是从外部引入冷却液,使其在钻削头周围流动,然后通过刀具连接钻管,从刀具内部排出切屑和冷却液。对于大直径深孔而言,用BTA套料钻加工是一种常用而有效的选择。其他一些工艺方法(如刮孔、滚子挤孔、瓶形镗孔和拉孔)也可以类似的方式实现深孔的精密加工。


王经理先生
手机:13853490804


